Tool tables are used to compensate for the physical dimensions of cutting tools, for example if a mill bit is 10mm in diameter any outside cuts should be made with the tool center 5mm off the tool path.
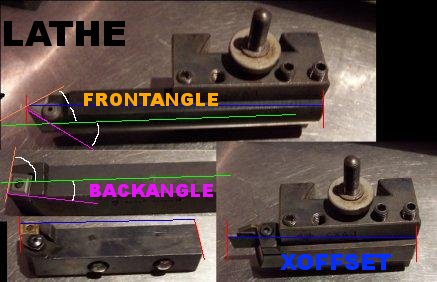
With Lathes this is even more complicated since tool shapes, lengths and position can vary greatly.
Tool table now supports 1000 tools instead of only 56 (commit [b51ef8c])
Starting with Version 2.4.x the tool table format was changed. This is a brief description of it. A more complete description can be found in the EMC2 documentation.
Tool table files from 2.3.x configs are automatically converted to new format by EMC2.
Tool Table Format: Tool # Pocket # X offset Y offset Z offset A offset B offset C offset U offset V offset W offset Diameter Front Angle Back Angle Orientation Remark ; (no data allowed after this opening semicolon) T1 P17 X0 Y0 Z-1.234 A0 B0 C0 U0 V0 W0 D0.250 I0 J0 Q0 ; 0.250" End Mill T2 P5 Z-3.456 D0.125 ; 0.125" End Mill T3 P21 Z-5.678 D0.500 ; 0.500" End Mill
The above tool table format ignores spaces and tabs. You can try to space/tab as you prefer, but if you use the built-in tool table editor, it will likely rewrite your spaces/tabs to the default style.
In general, the new tool table line format is:
Ģ ; - opening semicolon, no data following
Ģ T - tool number, 0-99999 (you can have a large number of tools in inventory)
Ģ P - pocket number, 1-99999 (tool table has a lower number of entries, currently 56.)
Ģ X..W - tool offset on specified axis - floating-point
Ģ D - tool diameter - floating-point
Ģ I - front angle (lathe only) - floating-point
Ģ J - back angle (lathe only) - floating-point
Ģ Q - tool orientation (lathe only) - integer, 0-9
Ģ ; - beginning of comment or remark - text
The file consists of one opening semicolon on the first line, followed by up to a maximum of 56 tool entries, see note below.
Earlier versions of EMC2 had two different tool table formats for mills and lathes, but since the 2.4.x release, one tool table format is used for all machines. Just ignore the parts of the tool table that donÆt pertain to your machine, or which you donÆt need to use.
Although tool numbers up to 99999 are allowed, the number of entries in the tool table, at the moment, is still limited to a maximum of 56 tools for technical reasons. The EMC2 developers plan to remove that limitation eventually. If you have a very large toolchanger, please be patient.
Each line of the tool table file after the opening semicolon contains the data for one tool. One line may contain as many as 16 entries, but will likely contain much fewer.
The units used for the length, diameter, etc., are in machine units.
The ōCommentö column may optionally be used to describe the tool. Any type of description is OK. This column is for the benefit of human readers only. The comment must be preceded by a semicolon.
There are two different formats of tool tables:
Mill format: POCKET FMS LENGTH DIAMETER COMMENT
Lathe format: POCKET FMS ZOFFSET XOFFSET DIAMETER FRONTANGLE BACKANGLE ORIENTATION
(More information about the orientations and angles for lathe format tool tables can be found on the Lathe Advanced Features page)
Examples of entries for each follow:
Mill format: :::::::::::::: POC FMS LEN DIAM COMMENT 1 1 0.5 0.0625 first tool 2 2 0.7 0.125 3 3 0.5 0.25 4 4 0.7 1.0 32 32 0.5 0.0 last tool :::::::::::::: Lathe format: :::::::::::::: POCKET FMS ZOFFSET XOFFSET DIAMETER FRONTANGLE BACKANGLE ORIENTATION 1 1 0.0 0.0 0.1 95.0 155.0 1 2 2 0.0 0.0 0.1 85.0 25.0 2 3 3 0.0 0.0 0.1 275.0 335.0 3 ::::::::::::::
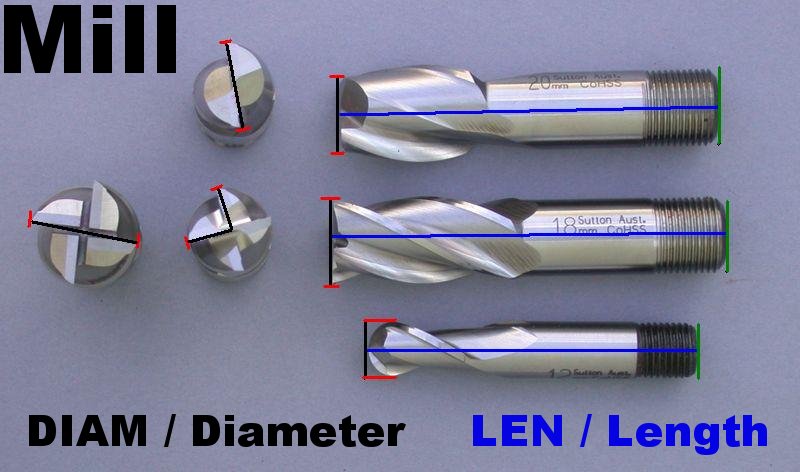
Original Photograph taken by Glenn McKechnie?
http://en.wikipedia.org/wiki/Image:MillingCutterSlotEndMillBallnose.jpg#filelinks
This file is licensed under Creative Commons Attribution ShareAlike? 2.0 License
![[Home]](/chips.gif)
{kind=link}