Comix for Crankers
News
27 04 2008
Version 0.4.4-1 fixed the G20 Inch item
new feature "save Tool File"
Arnd Begeman (author) plans pocketing in an upcoming release
Arnd says islanding is forthcoming too !
Start with a .dxf file, end with Emc motion
Begin by reading the documention available at Sourceforge
DXF needed
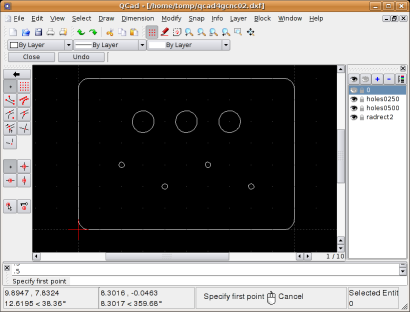
Create a .dxf file. Use Acad or Qcad or your favorite flavor of dxf tool.
Consider the tools you will use to make the details in the cad drawing,
and put details that will use the same tool onto the same layer
(EG: all 1/4" holes onto one layer named holes0002500 )
Dont put extra stuff onto these layers ( dimensions , notes ... )
Save the file in .dxf format ( I used Qcad for my tests )



Gcnccam
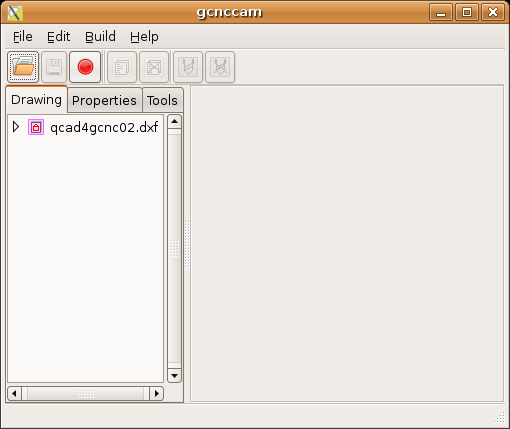
Run Gcnccam and open the .dxf file
remember that layers are associated with tools,
your work will be to describe the relations

Tools
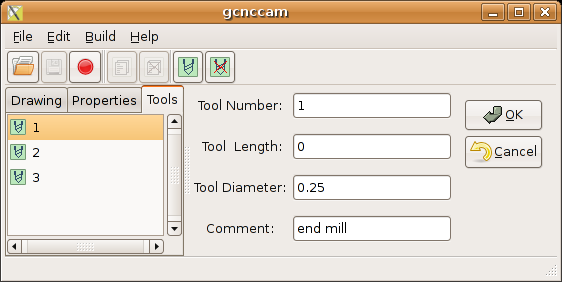
Next, goto the tool tab and add tools that you will use
keep the tool number as you will use it in emc
enter the tool diameters and length offsets ( I used 0 for all of mine )
the comments will show up in the code
ALWAYS click OK when done changing information
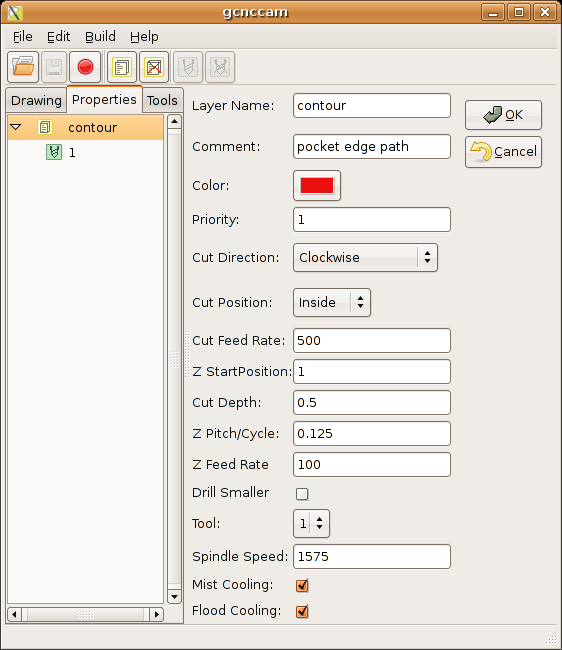
Layers
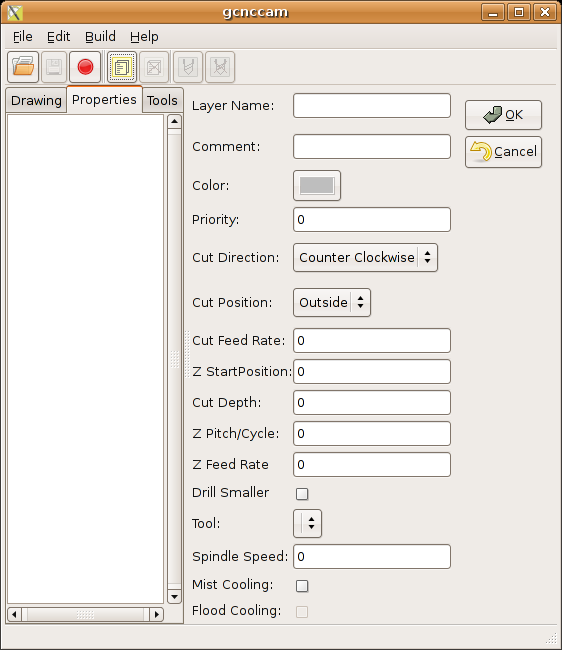
Next click the 'Properties' tab, this is to describe Layers
You can add a layer description by clicking on the layer icon in the tool bar
that will get you an empty form to descirbe it with
the most important item is the name, it must be the name used in your .dxf
layers that are contour paths will often follow the path Inside or Outside the path
layers that are drilled/reamed/tapped will be on CENTER
Z Position and Cut Depth are absolute dimension measured from the touch-off surface
I had no machine attached, so I imagined values measured from the table surface
(EG Clearance plane of 2" work surface at 1" pocket botton at 0.5" drill depths to .25" and 0.1")
(all those values are measured from the table surface in my examples )
If the detail cannot be done in one pass, the 'step' can be described in 'pitch/cycle'
(EG: a pocket could be cut in .02" passes )
The final depth is respected even if the 'step' isnt evenly divisible into the depth
The pocket interior is not automatically milled (yet :-)


Settings
on the menu bar, choose EDIT | Settings
set the unit of measure, tool change position and exit position
Save a template
the Tools and Settings can be saved in a 'template',
or if you choose, as the default template
this can save effort on the next job
eventually you could have all your tools in a template
I didnt use the tool probe yet
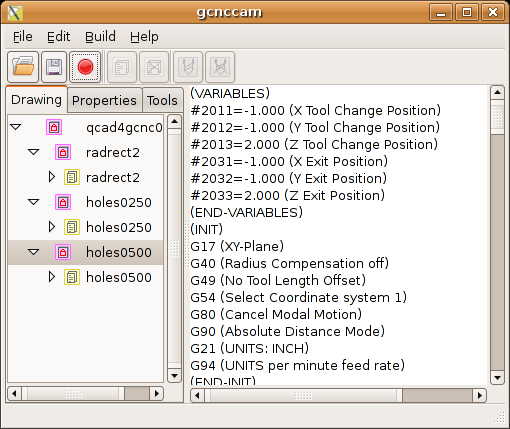
Reviewing
If you go back to the Drawing tab, and dbl click the top entry,
you should get a graphic of your job
Opening the tree and dbl clicking layer names will show the individual path for one tool

Processing
This is the good part :)
Click that red button to generate gcode
then save the output bu usung the menu File | Save CNC File
Using the output in EMC
You may need to edit a few small items but lets get the code into EMC now
Open your favorite EMC configuration, home it, and open your new .ngc file
If EMC barks at you, you'll have to be ready to adapt for now
Removing offending code if you cannot figure the correct fix
I got errors on tool comps (G41/G42) untill I edited EMC's tool table to agree with the rest of the tool chain
I got bad scaling effects ( not errors ) because my files were always G21 tho I wanted G20
I got several G0 Z0.000 motions I didnt want
Now I either fixed the errors or 'commented them out' pending further insights :)
Eventually you will get the file to load without errors and be the right size
and the tools will look to be the right size ( you may need to edit, save ,and re-run emc to get the tool table correted
Once it loads clean, remove all the tools and workpieces and 'cut air'
Watch the plot and machine tool with a hand on the estop for your first run ;)

Then run with the workpiece and no tool ( watch for collisions )
Then run with tools ( still being careful )
have fun !
![[Home]](/chips.gif)